








-
0 +行业经验
-
0 +技术团队
-
0 +深度剖析
-
0 +合作客户



 咨询热线:
咨询热线:
181-1411-3569



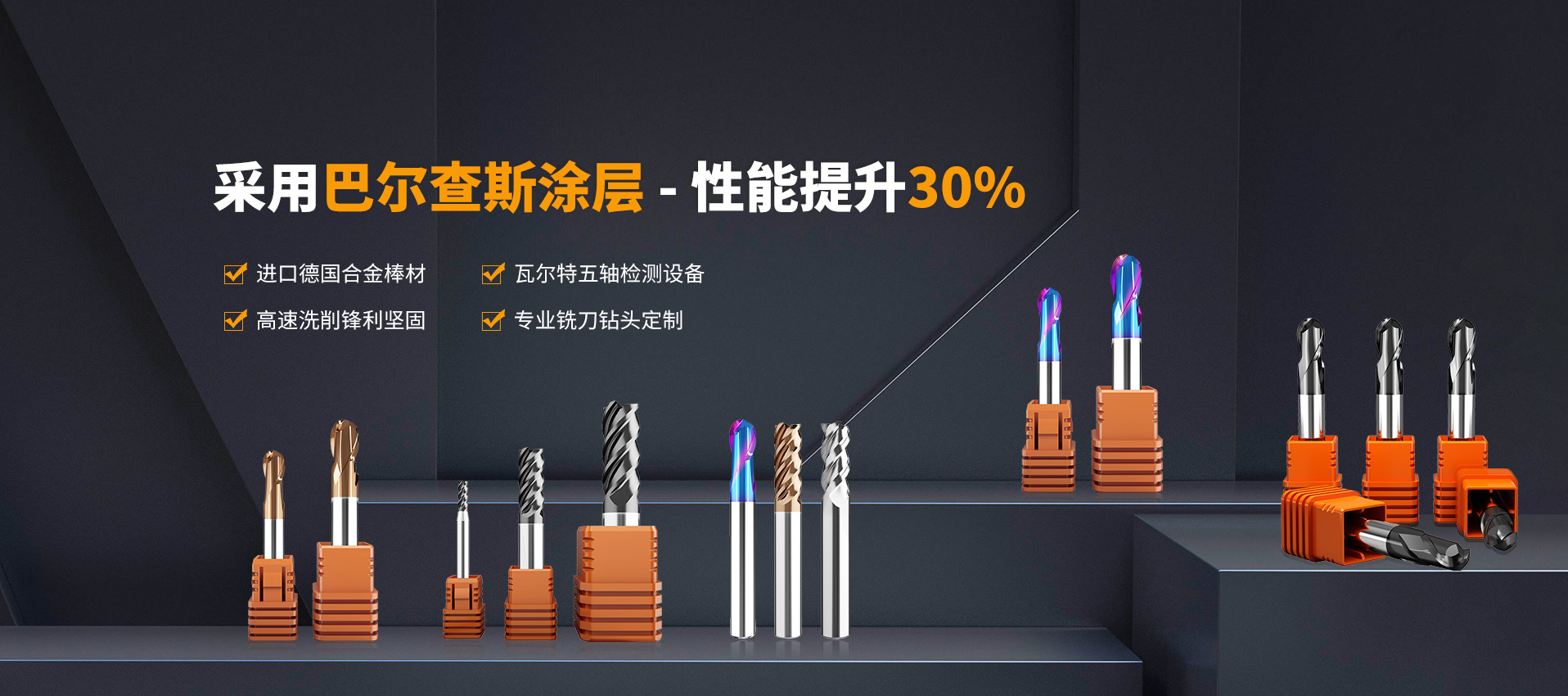
一家具有技术领先,设备先进的高品质刀具制造公司




在不锈钢刀具方面有着独特的设计理念,被广大客户所认可

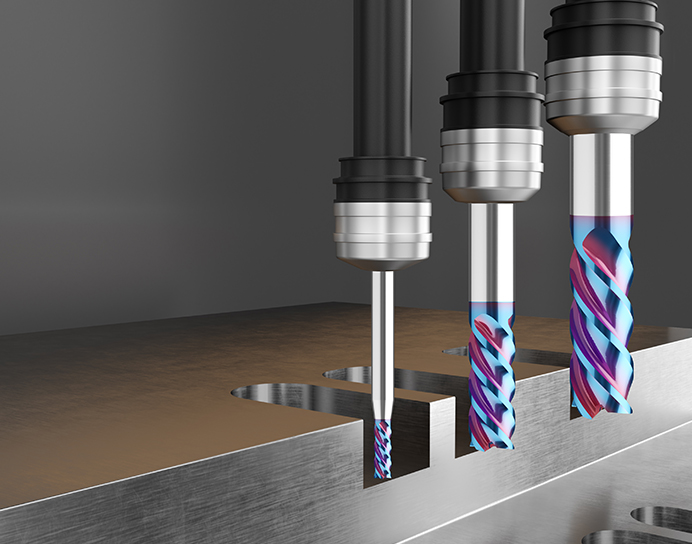
电动汽车的出现催生了新的金属切削项目,其大部分零部件在满足更高生产效率的同时,对加工精度和质量有更严格的要求。为加工各种类型的电池外壳提供了更好的加工策略。公司采用PCD刀片材料和油雾润滑技术进行铣削,可以减少铣削力对加工质量的影响,保证加工的经济性。例如,在加工某些轮廓时,较好的方法是使用铣刀进行大切割。铣刀具有较大...

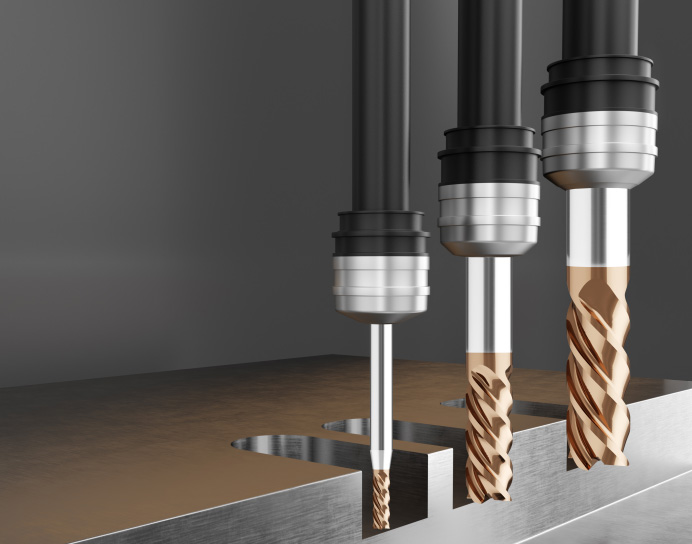
我们都知道,许多医疗器械是由不锈钢和钛合金制成的。不锈钢材料具有较强的附着力和熔合性,切屑容易粘附在铣刀刃上,使切削条件恶化。因此,合理选择不锈钢钨钢铣刀可以使加工效率更大化。不锈钢钨钢铣刀可以满足当前医疗器械行业发展的需要。采用新型复合铝钛涂层结构,具有很强的耐热性和高稳定性,能有效提高刀具的使用寿命;科学的螺旋角可...

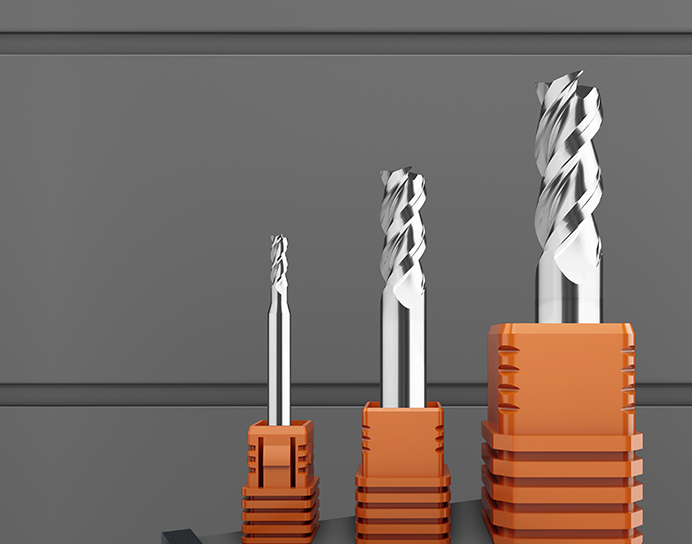
许多来自模具行业的从业者普遍认为铝和塑料是容易加工的。这是一个很大的错误。对于3C型产品,只要含有纤维增强塑料,使用普通硬质合金刀具,为了获得更好的外观质量,刀具寿命基本在100左右。特别是目前3C行业,大量使用异型型材,硬质合金要保证刀具的一致性,不像标准立铣刀那么简单。

在气缸体、气缸盖生产线上,我们使用铣刀对铝合金气缸体、气缸盖进行平面铣削。刀具由钢刀头和铝刀体组成,在保证足够刚度的同时减轻了重量,双金属结构也减少了加工振动。该刀具具有金属去除率高、加工毛刺低、加工效率高的特点,非常适合高速切削。粗铣和精铣使用不同的刀架,可获得不同的表面粗糙度。粗铣削和精铣削刀架也可以同时安装。粗加...

复合铣刀的使用将从根本上改变飞机结构设计和制造的传统,也将改变航空工业供应链的重组过程。大型客机作为国家重视的新型大型客机项目,不仅要发展大型客机,更要在商业服务上取得成功。复合材料的使用提高了复合材料在民航客机上的应用。复合铣刀的应用位置从二次顶支撑结构的发展趋势到主要承载结构,如机翼、尾翼、后工作压架、壳体尾段等。...

铣刀的形状类似于一般的麻花钻头,但通常头是平的而不是尖的。材质也比钻头好很多,精度是普通直刀无法比拟的。由于螺旋形,开槽时容易排出锯末,切割时也不容易产生共震现象。

及时传达相关新闻动态及资讯信息,掌握所需行业内容










 全国咨询热线:
全国咨询热线:
181-1411-3569
及时传达相关新闻动态及资讯信息,掌握所需行业内容

电话:181-1411-3569

邮箱:1217422395@qq.com

地址:江苏省无锡市锡山区群合路8号