

 咨询热线:
咨询热线:
181-1411-3569
咨询热线:
181-1411-3569


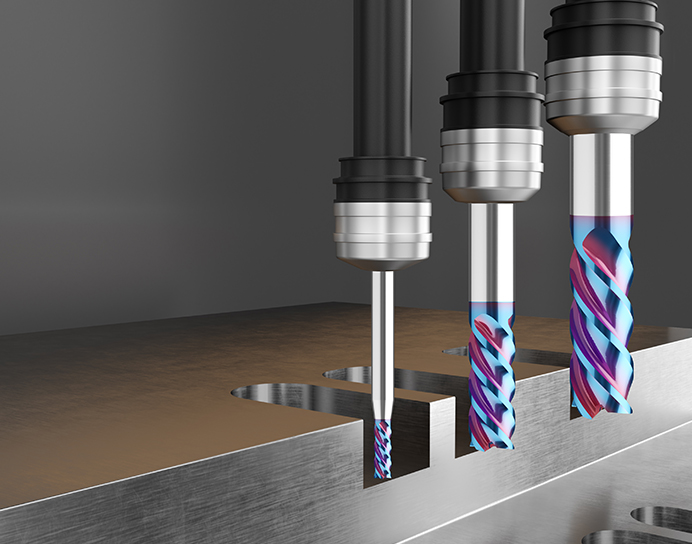
1. 在选择三面铣刀时,应从加工材料、刀具半径、进给速度等方面选择同时参与切削的切削刃数。对于直径较小的刀具,刃口所承受的切削力的变化容易造成刀体弯曲,因此要注意载荷变化的稳定性。
2. 不管有没有键槽,键槽在一般加工中都不使用。然而,在大进给回切或高速切削的情况下,仅靠刀体与刀柄之间的摩擦传递驱动力是不够的。此时应设置键槽。当外径大于100mm时,设置键槽。
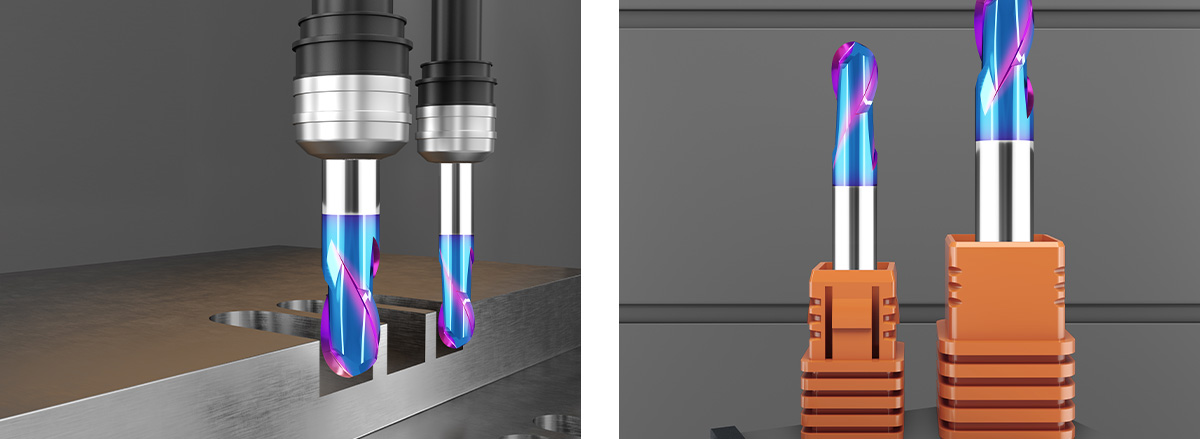
3.如果使用外径(相对于内径和切削刃幅值)较大的三面刃铣刀加工槽,则很难提高槽侧面的表面精度。特别是由于切屑在槽内会大量混合,即使提高切削速度,降低进给速度,也达不到预期的效果。解决这一问题的方法是在主轴上安装三边铣刀时,将侧面平直度误差调整在0.005 ~ 0.01mm之间,然后将刃口尖角倒角成r形面。也有使用大的刀槽。

电话:181-1411-3569

邮箱:1217422395@qq.com

地址:江苏省无锡市锡山区群合路8号