

 咨询热线:
咨询热线:
181-1411-3569
咨询热线:
181-1411-3569


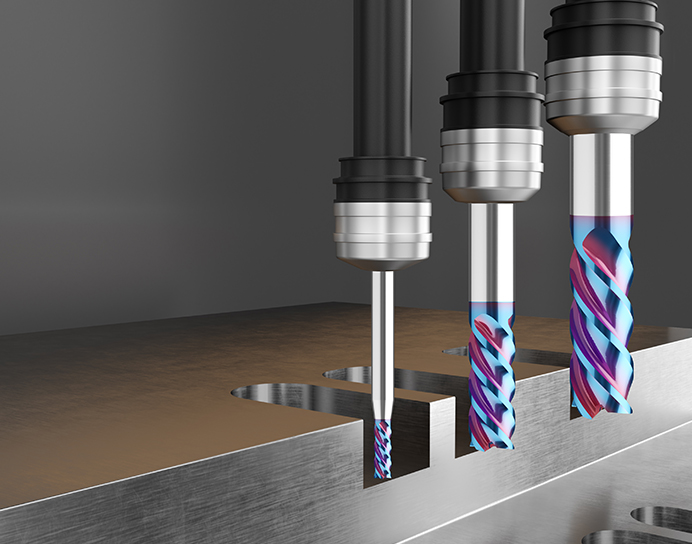
立铣刀的主刃口在圆柱面上,端面上的刃口是辅助刃口。操作时,不允许沿铣刀轴向进给。端面铣刀可用于侧加工、槽加工、曲面加工等加工领域。对于各种加工形式,可以使用的立铣刀类型也非常丰富。
以前常用的是高速钢整体立铣刀。现在,随着涂层技术和刀具材料技术的进步,涂层硬质合金整体立铣刀和可转位立铣刀逐渐普及并广泛应用于模具加工、高硬度材料加工等领域。
1. 立铣刀各部件名称:
螺旋角:立铣刀的螺旋角越大,工件与刀片之间的接触线越长,单位长度刀片所受的载荷越小,有利于延长刀具寿命。另一方面,当螺旋角增大时,切削阻力的轴向分量也增大,使得刀具容易从刀柄上脱落。因此,当使用螺旋角较大的刀具加工时,刀具柄必须是刚性的。0°螺旋角称为直边,其接触线短。
螺旋角的选择:不锈钢是一种不易切削的材料,导热系数低,对刀尖影响很大。使用大螺旋角立铣刀有利于延长刀具寿命。高硬度材料的切削阻力随着硬度的增加而增加,因此应选用螺旋角较大的立铣刀。对于薄板加工等刚性较低的工件,应采用螺旋角小的立铣刀。
削芯厚度是决定立铣刀和持屑槽刚度的重要因素。整体立铣刀的芯厚一般为外径的60%。随着芯块厚度的增加,切屑截面积增大,刚度增大,但持屑槽减小,去屑性能变差;相反,当芯层厚度减小时,刚度减小,但去屑性能增强。
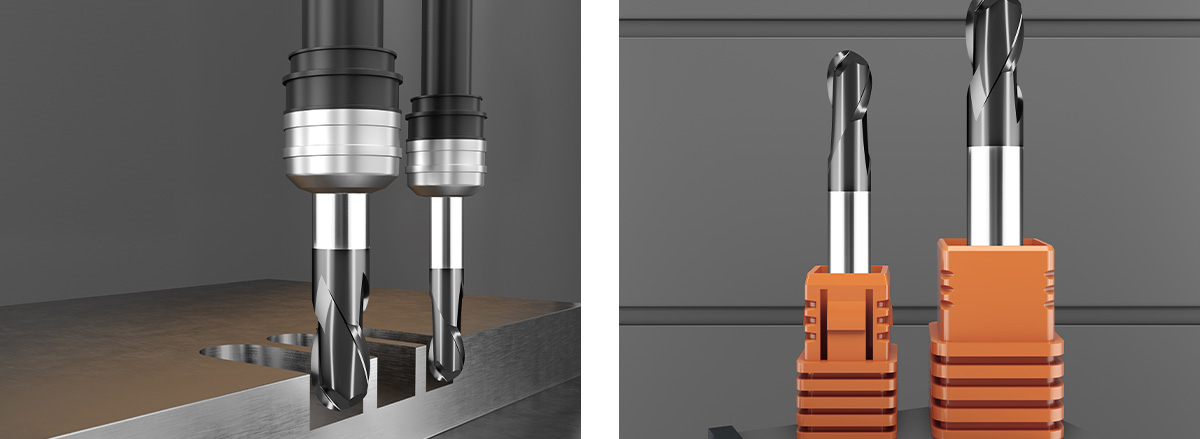
2. 立铣刀类型及形状:
立铣刀的类型和形状可按周边边、底边、刀柄和颈进行分类。不同的类型有不同的形状和特点,应用也不同。
1. 螺旋角的影响
立铣刀的螺旋角越大,工件与切削刃之间的接触长度就越长。这减少了单位长度切削刃上的负载,从而延长了刀具寿命。但与此同时,切削阻力会变大,因此需要考虑使用夹紧刚度高的刀架。
螺旋角和切削阻力
切向切削阻力随螺旋角的增大而减小,轴向切削阻力随螺旋角的增大而增大。
螺旋角和前角
随着螺旋角的增大,立铣刀的实际前倾角增大,切削刃变得更锋利。
加工表面的螺旋角和精度
一般情况下,加工表面的垂直度和平面度公差随着螺旋角的增大而增大,但当螺旋角大于40°时,随着螺旋角的增大而减小。
螺旋角和刀具寿命
外缘带的磨损率基本与螺旋角成正比;另一方面,当螺旋角非常小时,轻微的刀具磨损也会显著降低刀具的切削性能,引起振动,使刀具无法继续使用。当螺旋角过大时,刀具的刚度变差,使用寿命降低。
螺旋角和要切割的材料
在加工硬度较低的软质材料时,使用较大的螺旋角来增加前角,提高刃口的锐度;在加工硬度较高的硬质材料时,采用小螺旋角来减小刃口前角,提高刃口刚度。

电话:181-1411-3569

邮箱:1217422395@qq.com

地址:江苏省无锡市锡山区群合路8号