

 咨询热线:
咨询热线:
181-1411-3569
咨询热线:
181-1411-3569


在工具磨削前,需要对砂轮进行检查。如果发现砂轮有跳动、外圆面不规则、圆角过多等,就需要修整。一般情况下,可以用砂轮矫正器(金刚石修整器、齿屑修整器等)修整砂轮的外圆面,也可以使用晶粒硬度比较高的废砂轮。如果砂轮侧平面已经不均匀,请更换砂轮刀片。
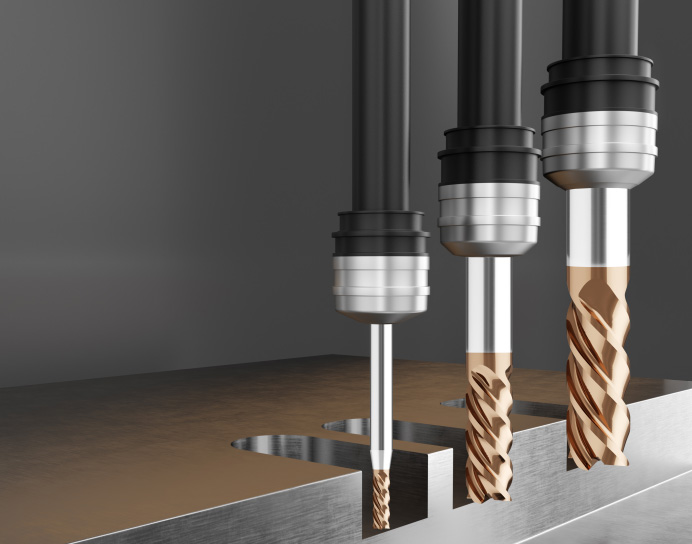
1. 立铣刀磨削技术
无论立铣刀有多少边,首先刀片的端面要垂直于轴线,这是维持刀片高点能在同一平面上的关键。以下方法可用于校正铣刀端面相对于铣刀轴线的垂直度。
①视觉检查。借助平板,将立铣刀在平板上的边缘放低,观察左右倾斜角度。然后将铣刀旋转180°,观察其左右倾斜角度。如果同一方向两次观测到的倾角不一致,则需要进行磨削,直到同一方向两次观测到的倾角一致为止。然后旋转铣刀90°,重复上述动作。
用正方形表示正确。使用90°直角尺在平板上校准。将铣刀与角尺调平后,观察铣刀与角尺之间是否有间隙或间隙是否均匀。然后根据间隙判断铣刀的垂直度,对铣刀进行磨削。
③自我校准。将端面铣刀夹在钻床或铣床的卡盘上,在其下方放置废砂轮,选择合适的转速启动机床,然后将铣刀向下移动在砂轮上磨削,根据端面磨削情况进行磨削。
2. 立铣刀切十字排屑槽技术
如果四刃立铣刀端面前方没有圆槽,则需要用砂轮的圆角对铣刀进行磨边
按螺旋槽方向重新打开十字槽,深度约为1-2 mm(太深易开裂,太浅不易磨出二次后角)。开槽时,砂轮侧面不能碰到另一个下边(注意:这个十字槽具有去屑功能。如果不打开,则应增加中间凹陷的边的角度)。
3.立铣刀刃口磨削技术
①单独打磨每条边时,以每条边的刀尖为基准,以刀尖为原则,磨削前角(无断边则不磨削)、后角、二次后角(若切削量大,要求强度较好,建议增大刀具前刀片的楔角)、刀片倾角。
②后侧角为6°~ 8°,边缘倾角为1°~ 3°,后侧副角为30°~ 45°。背角的选择应根据工件的硬度来改变。如果材料硬度大,夹角就会小;选择叶片倾斜角度的原则是四个叶片都须向中间凹陷。角度越平坦,粗糙度精度越好。此时加工深度越深(如2mm以上但在允许范围内),粗糙度精度越好,因为整个切削刃都参与到切削结果中。
③研磨完成后,将铣刀直立在平台上。如果轴是垂直的,那么所有的叶尖都可以齐平,叶片的偏转角度可以均匀对齐,这样就可以满足要求。
这时,也可以在平板上使用90°正方形进行校正。调平后,观察铣刀与方头之间是否有间隙或间隙是否均匀。一般来说,先观察两只相对较高的脚(先触底的那两只脚)。如果它们不是垂直的,那么磨高的那只脚,这样相对的两只脚就有相同的高度(也就是垂直的)。这时,这两只脚和另外两只相对的脚之间有一个高度差,铣刀就会摆动。这时,同时降低两个较高的脚。同样,将铣刀旋转90°,观察另外两个相对的支脚的垂直度,使4支脚同时触底,使铣刀垂直。铣刀研磨后。
在手工磨刀时,很难掌握刀刃的高度和角度。训练应该因人而异,只要把后角削尖一点就可以了。如果顶部边缘不是平的,只要让工具端是高的。另外,如果不是加工内腔和角度清洗的情况下,还可以在刀尖处打磨大于0.2mm的倒角,以增加刀尖强度。
4. 立铣刀主刃(即侧刃)的磨削技术
如果立铣刀主刃磨损,就需要在砂轮上沿螺旋方向打磨(砂轮直径越小越好)(新手很难磨好)。但通常研磨后会有锥度,锥度越小,操作水平越高。


电话:181-1411-3569

邮箱:1217422395@qq.com

地址:江苏省无锡市锡山区群合路8号