

 咨询热线:
咨询热线:
181-1411-3569
咨询热线:
181-1411-3569


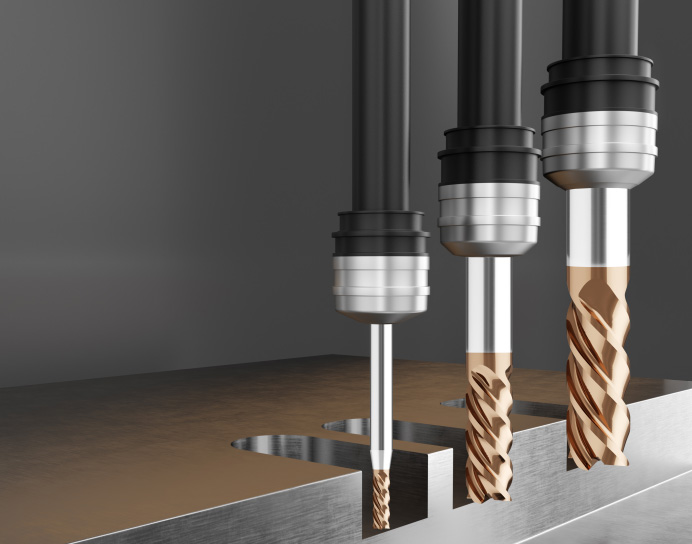
对于方肩铣削策略和刀具选择,90°主偏转角是限制因素。这就要求正确选择补偿的加工条件。切削条件的组合(高安全、高生产率、低生产成本)是大回切率、大进给率和中等切削速度的组合。当机床过载时,须减少回切,这优于降低进给速度。一般来说,在选择方肩铣刀时应注意以下几点:
(1)径向咬边不应超过刀具直径的30%(出于安全考虑)。如果径向咬边小于刀具直径的30%,则轴向咬边可与切削刃长度相等(出于安全考虑,不应超过80%)。当径向回切超过30%时,轴向回切不得超过剪刃长度的30%。如果反切或进给受到加工条件(零件尺寸、机器功率、刀具或零件稳定性)的限制,可以通过提高切削速度来提高生产率。
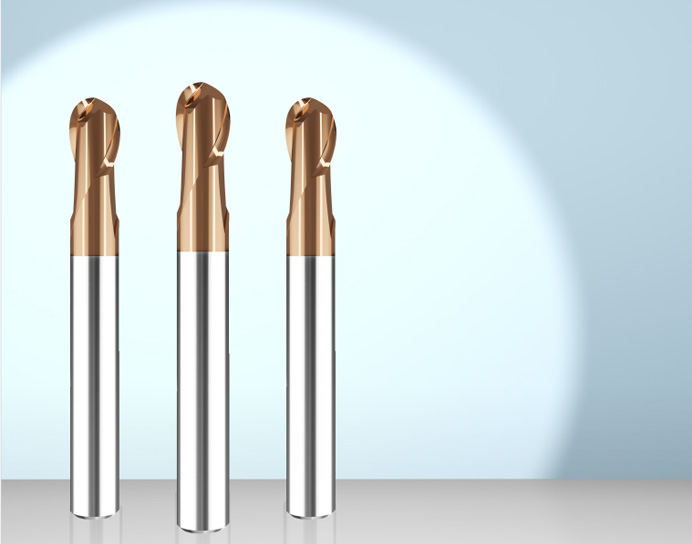
(2)利用平均切屑厚度和切削速度优化加工工艺,特别是当径向回切相对于刀具直径较小(不超过30%)时。刀具和刀片(硬质合金材料、几何角度和尺寸)的选择应与所选切削参数组合一致。
(3)刀具的夹紧应尽量短而牢固,并始终选择满足加工要求的刀具直径。
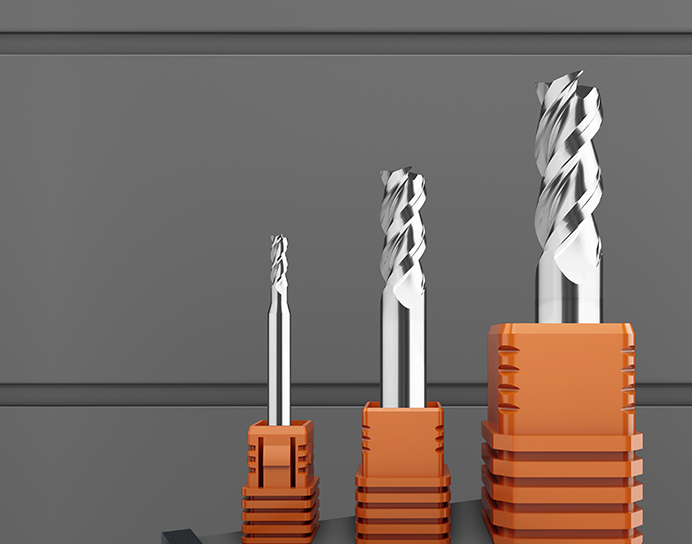
(4)密齿刀具切屑空间小,但稳定性高,可采用较高的进给速度。当径向回切小于刀具直径的30%时,好的选择是闭齿刀。对于槽铣削,标准螺距和稀疏刀具是好的选择。
(5)如果对表面粗糙度的要求不高,应尽量选择高的进给速度。特别是在加工不锈钢、合金和钛合金时,为了避免表面加工硬化,有必要提高进给速度。但是,每颗牙齿的进给量不能超过。


电话:181-1411-3569

邮箱:1217422395@qq.com

地址:江苏省无锡市锡山区群合路8号